自我传播的高温合成(SHS)是一种通过不同性质固体中燃烧样的放热反应同时产生无机和有机化合物的方法。
该方法的一种变体称为固态元件(SSM)。由于该过程发生在高温下,因此该方法非常适合生产具有异常特性的难治性材料,例如:粉末,金属合金或具有较高纯度的陶瓷,在高感染或超硬性下的腐蚀性 - 耐耐性。
SHS以通常的格式从密切混合的细粉状反应物开始进行。在某些情况下,试剂是细化的,而在其他情况下,它们会烧结以最大程度地减少其表面积并防止未经启动的放热反应,这可能是危险的。在其他情况下,这些颗粒是通过诸如球铣削的技术机械激活的,该技术会导致纳米复合颗粒在单个化学细胞中都包含两个反应物。反应物制备后,通过样品的小部分(通常是顶部)的点加热来启动合成。一旦开始,一波放热反应扫过其余材料。SHS还使用薄膜,液体,气体,粉末液系统,气体悬浮液,分层系统,气体系统等进行。反应是在真空和惰性或反应性气体下进行的。可以通过在融化或蒸发过程中吸收热量的惰性盐(例如氯化钠)来调节反应的温度。
额外的能量(例如电加热或激光)触发点火器燃烧,导致反应材料(固相和气相A固体,液体,液体和相等)自发反应,热释放热释放Temminick高速,局部反应自动以燃烧波的形式传播系统,最后获得合成材料的新技术。粉末直接粘在彼此的反应物中可以是粉末和气体的元素,也可以使用金属氧化物和还原剂和非金属粉末反应的混合物会产生热量以保持持续的,反应产物必须是稳定的化合物。该技术具有较高的产品纯度,简单的设备,低能消耗,“灵活生产的优点,故障是严格的过程参数。已经通过这种方法制备了数百种化合物,例如硝酸盐,碳化物,硼酸盐,硅质,氧化物,氢化物等各种金属。S} - IS技术已发展为SH5粉末制作技术,SHS烧结技术,5H5压实技术,5HS熔化铸造技术,5H5焊接技术,SHS涂料技术等。
只要结果是形成产物或实际凝结物质的材料,就可以称为SHS过程。在SHS过程中,反应所涉及的物质可能处于固体,液态或气态状态,但最终产物通常是固态。
燃烧合成的基本要求:
(1)在没有外部热源的情况下完全或部分地使用化学反应;
(2)通过快速自动波燃烧的自我维持反应获得所需的组件和结构的产物;
(3)通过更改热量的释放和传输速度来控制速度,温度,转化率和组成以及产品的结构。
SHS技术制备的产品具有很高的纯度,低能消耗和简单的过程。可以通过SHS技术制备非平衡,非化学计量比和功能梯度材料。
它的功能是:
伽玛是一个快速的合成过程。
二氧化碳具有节能效应。
扭矩可以提高合成材料的纯度。
废物倾向于形成多孔组织。
Char燃烧产品的微观结构具有更大的分散体。
因此,这是确保SHS的工业化的关键,以探索各种SHS系统的燃烧和合成规则并获得均匀的组织。
SHS粉末合成涉及类似于粉末冶金的过程。但是两者之间存在差异,这是合成过程的主要差异。
HS粉末合成技术的过程流如下:

离心铸造是将液体金属注入高速旋转铸造模具并在离心力的作用下用金属液体形成铸造的技术和方法。Centrifugal力使液体金属能够在径向中充满模具方向并形成铸造的自由表面。可以在没有核心的情况下获得内部孔。螺旋可去除液体金属的气体和夹杂物。它影响金属的结晶过程,以改善铸件的机械和物理性能。在模具轴的空间位置上,可以将常见的离心铸件分为水平离心铸造和垂直离心式铸造。状态水平或小角度(4°)水平离心铸件中的旋转轴称为水平离心式铸造。垂直离心铸件称为垂直离心铸件时,铸件的旋转轴处于垂直状态.centrifugal铸造在旋转轴和水平和垂直线之间的角度较大,称为倾斜的轴离心铸造,但很少使用。
自我传播高温合成过程
离心铸造首先用于铸造管的生产,并迅速开发了该过程。冶金,采矿,运输,排水和灌溉机械,航空,国防,汽车,汽车和其他工业的冶金,采矿,运输,排水和灌溉机制采用了质心铸造技术。生产钢,铁和非铁碳合金铸件。在它们中,离心铸铁管,圆柱套筒和内燃机的轴套筒的生产是最常见的。对于某些成型工具和齿轮铸件,离心浇注也可以是应用于熔融模型壳,不仅可以提高铸造的精度,还可以提高铸造的机械性能。
离心铸造的优势:
1)浇注系统和立管系统中几乎没有金属消耗,以提高工艺的生产率;
2)无核的空心铸件的产生时,当生产中的长管状铸件可以极大地提高金属填充能力,减少长度和直径比的铸造壁厚,以简化套筒的生产过程和管道铸件的生产过程;
3)高铸造密度,较少的缺陷,例如孔隙度和炉渣包容性以及高机械性能;
4)在制造管子和套筒的复合金属铸件非常方便,例如钢背带和双金属卷。当铸造形成时,离心力可以提高金属的填充能力,因此,薄壁的铸造罐可以提高被生产。
离心铸造的缺点:
异态铸件的产生存在一些局限性。
内孔直径不准确,内部孔的表面粗糙,质量很差,并且加工量很大。
结果,它不适用于容易产生特定重力隔离的合金铸件(例如铅古铜色)。特别是,它不适合其杂质比例大于液态金属的合金。
许多高放热SHS系统的燃烧温度超过了燃烧产品的熔点。该SHS系统与常规的冶金方法结合使用SHS技术,该方法使用SHS方法来获取熔体,并使用常规的冶金方法来处理熔体的熔体方法[14,15] .SHS冶金学包括SHS铸件和SHS离心技术。铝热反应由于其较高的放热温度而广泛用于SHS冶金中。
化学反应公式是:

在许多石油化学,电力和冶金工业中,钢管的使用寿命成为人们最关注的人之一,但是,由于较大的钢管直径很小,长度,以及其他抗腐蚀方法可能很困难为了实现并可以轻松解决该技术。它是铝,镁,硅,锆和其他粉末和金属氧化物之间的高放热化学反应。整个系统是熔融的,因为反应温度超过了陶瓷和熔点的熔点和金属。在离心力的作用下,根据密度对熔体进行分层,并将高密度组件与钢管基质结合使用。低密度陶瓷成分涂在钢管的内壁上,形成陶瓷涂层。在目前,涂层衬里钢管的生产技术已经非常成熟。

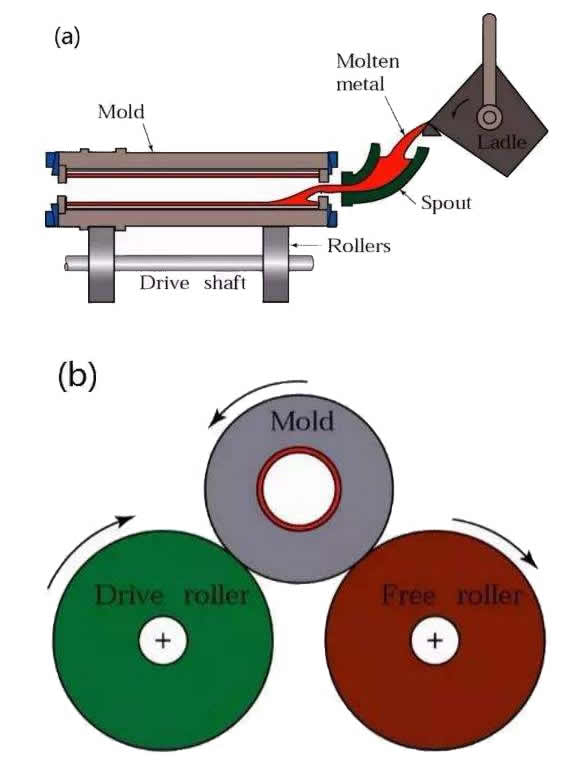
可以使用离心管更直的钢管,如果弯曲或其他不规则形状的钢管仍在使用离心管,显然是不可行的,通过工程技术研究人员的努力,使用重力原理使SHS涂层过程中的融化使得熔体融化在钢管壁上。高温由于热反应使熔融状态的反应物在钢管中,在金属Fe形成的材料和陶瓷两相组成的材料的反应中,由于Fe的密度在重力的作用下,大于涂层阶段的密度,两种熔体的分离,在池底部的Fe沉积物的分离,熔融涂层漂浮到熔融池的顶部。自我传播反应进展,液位逐渐下降,导致Fe的液相和陶瓷液相连接到钢管的内壁并连续结晶并凝固,从而形成CO在钢管内壁上均匀且均匀的涂层。
该原理如图所示:


金属过滤:在某些合金液中,有更多的残留物很难去除。可以在铸造系统中放置各种过滤器,以清除残留物,例如泡沫陶瓷过滤器和玻璃线滤波器。
浇注温度:大部分用于管状,套件,环部件,液体金属填充的离心铸造较小,并且离心压或离心力可以增强液体金属填充能力,因此,倒入温度时的离心铸造为重力是重力铸件,低5〜10°5〜10°C。

离心铸造双金属耐磨管设备
钢管管道传达高度磨料的材料,经常在长距离内持续攻击。
由于外表面的行为像低碳钢,因此可以在田野中使用适当的过程切割和焊接产品,并配置为各种配件,并可以接受法兰,焊接环和耦合的标准端选项。
保修单

我们是高质量的部门测试,可确保未经报告的所有产品经过100%的检查。向我们提供更多的客户,我们所有的产品都对缺陷或做工错误携带24个月的保修。我们的流动流量产品(例如管道和配件,窒息,孔,孔口板等)具有对,侵蚀,侵蚀,,,,,侵蚀性的保修缺陷和/或工艺错误。
保修将确定为每个创建者,并最大程度地使用。如果任何RS在保修期内失败,我们将在No.最终用户中更换或修复有缺陷的产品。请联系Sunny Steel,以获取有关如何获得我们产品保修的详细信息。
检查
作为我们优质方案的一部分,在进入我们的库存之前,要对传入的原材料,半生产产品以及成品产品进行彻底检查。我们在整个制造过程中都建立了多个持有点,并对所有产品进行了全面的最终检查。















